


联系我们HRNMT
当前位置:郑州高研新材HRNMT > 研磨行业新闻 >
2018/12/07 来源:超硬材料网 点击量:
随着国家新能源战略计划的制定和实施,太阳能的开发和利用变得越来越重要。近年来太阳能光伏发电对大面积硅片的需求量不断增加。由于半导体制造技术的成熟,硅片其他方面的制造成本不断下降,但太阳能电池用硅片的切割成本一直居高不下,占到总制造成本的30%左右。硅晶片是用于太阳能光伏发电的基本材料,随着光伏发电技术的发展,要求硅片的厚度不断降低,目前可用于硅晶体等硬脆材料的切割方式主要有使用游离磨料切割和使用固结磨料切割两种。游离磨料的切割方式是最早使用的,也是目前我国切割硅晶片的主要切割方式,其切割原理是利用钢丝的快速运动将含磨料的液体带入到工件切缝中,产生切削作用。常用的磨料为碳化硅,或碳化硅和金刚石的混合物。游离磨料切割方式存在着明显的缺点,切割效率低、浆液难以回收,环境污染严重等。为了解决游离磨料切割方式存在的问题,越来越多的人开始研究固结磨料切割工具,主要集中在电镀金刚石切割线和树脂结合剂切割线[1]。电镀金刚石切割线就是以电镀金属为结合剂,通过金属的电沉积作用把金刚石磨料固结在芯线基体上而制成的一种线性切割工具,其中金刚石磨料的尺寸一般为几微米到几十微米。电镀金刚石切割线不但能够对硅晶体等硬脆材料进行精密切割,还可以实现成型加工。与游离磨料切割方式相比,电镀金刚石切割线切割硬脆材料有许多优点:切片薄、效率高、加工表面损伤小、节约材料等,尤其适合于宝石、水晶、大尺寸硅晶体等贵重硬脆材料的切割。
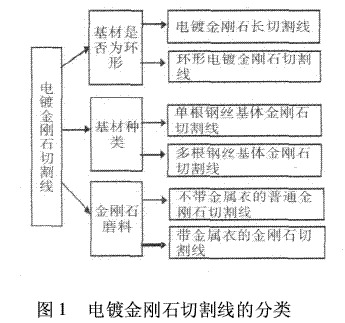
1·电镀金刚石切割线的种类
电镀金刚石切割线的线径一般不大于1 mm,常用线径为0.1~0.4 mm,其分类方法目前还不统一。一般根据基材是否为环形可分为电镀金刚石长切割线和环形电镀金刚石切割线;根据基材种类可分为以单根钢丝、双股钢丝、多股钢丝绞合线为基材的金刚石切割线;根据所用金刚石磨料是否改性可分为普通金刚石切割线和磨料带金属衣的金刚石切割线,其分类如图1。目前人们研究和应用较多的是截面为圆形的单根钢丝的金刚石长切割线,该种切割线使用时一般长度为几百米到几公里,主要用于硅晶体和蓝宝石以及其他贵重硬脆材料的切割和加工。
电镀金刚石长切割线是指采用电镀的方法将金刚石磨料固结到有头的金属基体上形成的切割线,常用基体截面形状为圆形,一般为0.12~0.5 mm,主要用于硅晶体、蓝宝石的切割加工。目前该类切割线常用的基材为线径0.1~0.3 mm的高碳钢丝,金刚石磨料的粒径一般为8~60μm。早期孙建章等人对这类切割线进行了研究[2],他们采用的钢丝基材为0.5 mm的60 A碳素弹簧钢丝,金刚石磨料的粒径为80~100μm。大连理工大学的吴海洋、刘绪鹏以及日本学者千叶康雅等人也对电镀金刚石长切割线进行比较深入的研究[3-5]。
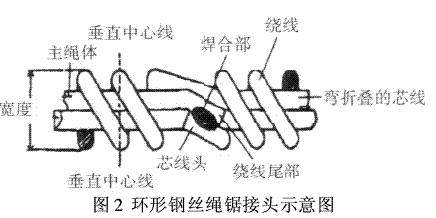
环形电镀金刚石切割线是指将金刚石磨料电镀到环形金属基体上形成的切割线。该类切割线使用时一般缠绕到几个导轮上进行单向循环切割,切割过程中无需换向,因此切割速度高。环形电镀金刚石切割线的环形基体一般分为两种:第一种由单根钢丝焊接成环形[6-7],这类环形切割线的线径可以做的较小,一般不大于1 mm,因此切缝较小,适合于切割硅晶体和蓝宝石等比较贵重的硬脆材料,但是焊接接头的热处理技术要求比较高,使用寿命比较短。第二种是通过缠绕的方法将单根钢丝编织成环形钢绞线或环形钢丝绳。这类环形切割线的线径一般较大,较难做到1 mm以下,因此切缝较宽,切割线不易断裂,使用寿命较长,适合切割石墨、复合非金属材料等。图2为环形钢丝绳锯接头示意图。
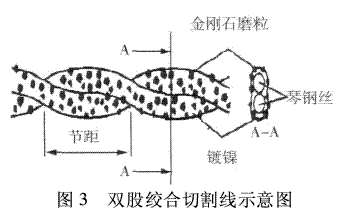
日本学者对金刚石电沉积绞合切割线进行了较深入的研究,介绍了双股绞合切割线的制作方法,并对其性能进行了研究。开发出的双股绞合金刚石切割线结构如图3所示。其结构采用两根0.1 mm的琴钢丝扭绞线为芯线基体,氨基磺酸型镀镍液为电镀液,粒径为30~40μm的金刚石微粉制作成金刚石电沉积绞合切割线。通过对其性能研究发现,该绞合切割线的切割效率可达到传统金刚石切割线的两倍。通过对其结构的研究可知,绞合切割线切割效率的提高主要是由于容屑槽促进了加工液的流入。该绞合切割线切割硅片性能的研究表明,其崩边情况和表面粗糙度与普通切割线切割性能相比几乎相同,不过该切割线的研究仍是一种有益的尝试。
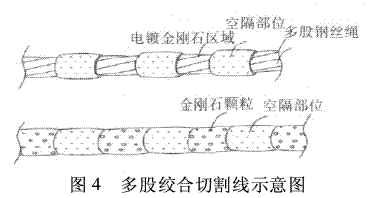
厦门致力金刚石科技股份有限公司发明了一种新型多股钢丝绳金刚石切割线[8],该金刚石切割线结构如图4。该金刚石切割线的芯线是0.5~2.0 mm的钢丝绳,该种以钢丝绳为芯线的切割线分为工作段和非工作段,其中工作段上镀有金刚石磨料,非工作段上覆盖有橡塑材料层。该种金刚石切割线解决了金刚石切割线在切割时容易磨损、芯线易断裂的问题。
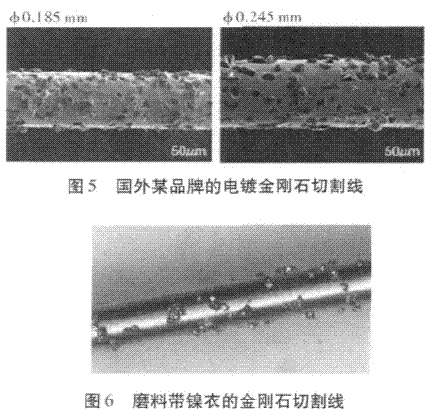
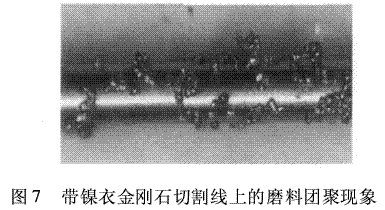
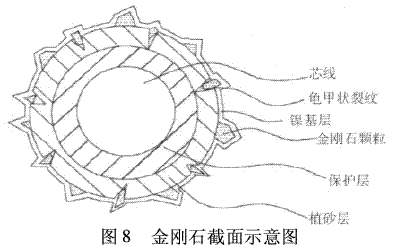
制造电镀金刚石切割线的金刚石磨料一般有两种:一种是不带金属衣的普通金刚石磨料;一种是通过化学镀或其他方法在表面形成一层金属外衣的金刚石磨料,常用的金属衣为镍,也有用金属钨的[9]。最初人们制造电镀金刚石切割线采用的是普通金刚石磨料。图5为国外某品牌的磨料不带金属衣的金刚石切割线。这类金刚石切割线使用时锋利性较好,切割效率高。但为了提高镀层对金刚石磨料的把持力,镀层厚度通常要达到磨料粒径的2/3左右,因此金刚石切割线的电镀时间较长,生产效率低,另外上砂速度慢,对上砂电镀技术要求较高。现在国内常用带金属镍衣的金刚石磨料制造金刚石切割线。图6为笔者自行研制的一种磨料带镍衣的线径0.31 mm电镀金刚石切割线。其基材为线径0.23 mm的高碳钢丝,磨料为粒径30~40μm的带镍衣的金刚石微粉。这类切割线由于采用带镍衣的金刚石磨料,因此上砂速度快,镀镍层对金刚石磨料的把持力高,镀层厚度不需要达到金刚石粒径的2/3,因此生产效率高。但如何控制电镀过程中金刚石磨料的“团聚”现象是制造这类金刚石切割线的关键。图7为带镍金刚石磨料的切割线中金刚石磨料的“团聚”现象照片。
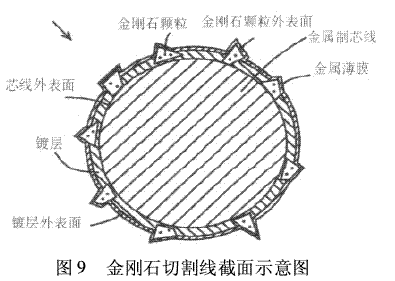
除以上金刚石切割线的种类外,还有其他类型的金刚石切割线。在李园、王楚雯申请的一项发明专利中,介绍了一种新型的金刚石切割线[10],图8为该金刚石切割线截面图。该类金刚石切割线的特点是基体表面有一层由软质铜构成的厚度为0.001~0.03 mm的保护层。该类金刚石切割线由金属基体和金刚石颗粒构成,其中金属基体由0.1~0.4 mm的碳钢丝构成,并且表面覆盖有一层厚度为0.01~0.03 mm由软质铜构成的保护层,在保护层的表面是一层厚度为0.01~0.04 mm的植砂层,且植砂层表面分布有用于植入金刚石颗粒的龟甲状裂纹,在植砂层的表面覆盖有厚度为0.001~0.05 mm的由镍或镍合金构成的镍基层。利用该实用新型专利生产的金刚石切割线,由于在钢丝外覆盖有由软质铜构成的保护层,因此耐腐蚀且阻止裂纹扩展,另一方面可以显著提高电镀的加工效率,并有利于提高金刚石切割线的使用寿命。
住友电气工业株式会社、住友电工钢线株式会社公开了一种金刚石切割线以及制造该金刚石切割线的的方法,该金刚石切割线的整个表面覆盖有一层金属薄膜。图9为该专利发明的金刚石切割线截面图。由于金刚石切割线的镀镍层中含有金属钨,因此镀层具有较高的硬度,并且使用时镀层对金刚石磨料的把持力高,镀层耐磨损。另外,根据该发明提供的金刚石切割线制造方法制作的金刚石切割线,镀层和金刚石磨粒的表面覆盖有一层金属薄膜,因此切割时进一步提高了镀层的寿命。
关键词:电镀金刚石切割线;切割;硬脆材料
中图分类号:TG74;TQ164 文献标志码:A 文章编号:1006-852X(2012)03-0035-06
上一页:磨料磨具的三种常见抛光方法
下一页:电镀金刚石切割线的制作方法
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|